

Our step-by-step guide will help you learn to use vacuum casting techniques to create wax models for jewelry.
14 Minute Read
Wax opens a world of creativity for jewelers. Learn how to use centrifugal and vacuum casting techniques, tools, and machines to make wax models safely.

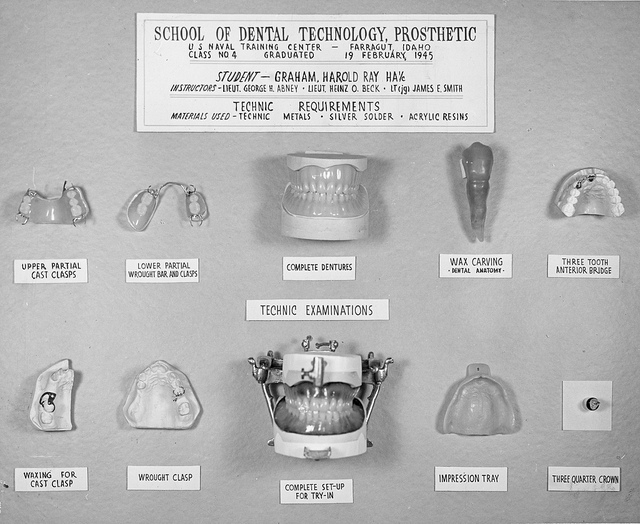
Wax casting is a technique used by artists to create sculptures large and small. Artists use wax models of objects to create molds. Then, they can pour molten metal into the molds to create sculptures. Cultures across the world have used this technique for thousands of years. Closer to us in time, dentists in the 1940s used this technique to create pieces for dental work. The need for jewelers to create small jewelry settings has lead many to adapt wax casting techniques from dentistry for jewelry making.
Jewelers may find wax casting very useful for a number of reasons. Custom settings and mounts for freeform stones as well as protective designs for soft gem species like dioptase and opal are easier to create with this method. (Options are good things. Wrapping bezel wire around stones can get tiring after a while). Jewelers can also create rubber molds of original pieces and use them to make wax models for copies.
Perhaps the best thing about wax casting is how it can help unleash a jeweler's creativity. You can form wax into nearly any shape imaginable. It's also easy to experiment with different textures and decorations. If jewelers don't get the results they want, just a little applied heat and it's back to a brand new work surface. Having the option to wax cast custom settings also means jewelers aren't locked into using purchased shapes to set prices.
There are many wax casting methods:
This article will focus on centrifugal and vacuum casting using the lost wax technique (so-called because the wax model is destroyed or lost when the metal is cast).
There are two kinds of people who will read the following list: those who will decide this technique isn't for them and those who will try to get their hands on their kid's college fund to get everything on here.
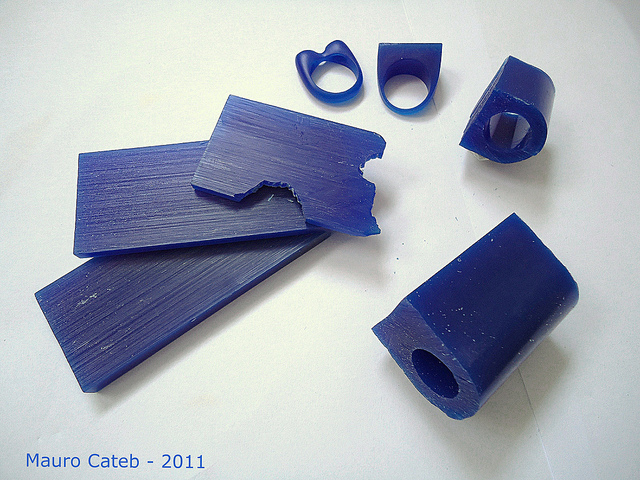
A model or pattern can be made of wax or any completely combustible material. The key words here are "completely combustible." A model material that leaves any residue will cause problems with the cast piece, anything from an unsightly blob to a loss of details. An amazing variety of wax types are available from supply houses and online. There is wax that can be filed and water-soluble wax for hollow forms. Wax wire comes in round, half-round, square, and triangular shapes. You can find wax sheets and sprue wax. Wax is the most versatile of all the modeling materials and is not as toxic or noxious as other options.
I recommend 3/8″ diameter for the main sprue and smaller gauges to attach the models to the main sprue.
Buy the bases and flasks as a set. Flasks need to have a big enough diameter to allow for a clearance of 3/8″ between the model and the flask wall and be tall enough to allow for at least 1/2″ of investment to cover the model. If adequate investment isn't provided, the mold may blow out and destroy the model. (A blowout while using a centrifugal machine can fling lots of molten metal around your workshop. Being hit with just one bit of molten metal will likely ensure you remember to allow for enough investment to cover the model next time).
Suppliers carry investment in small and large quantities. However, investment is a water magnet, so buy only what you are going to use within six months or so. Be aware that using a lot of investment will dry out your hands. (So invest in a good hand lotion).
A lab scale for weighing the metal, wax, and investment.
A flexible rubber bowl for mixing, a scoop, and something to mix the investment. A hand mixer with only one beater is recommended. An electric mixer can make bubbles in the investment, which is something to avoid.
Caution: never reuse your investment mixer for food preparation because the investment can never be completely cleaned off the mixer.
A vibrating platform for eliminating bubbles in the model and the investment.
Needed to burn out model. A kiln with a pyrometer will show at a glance the accurate kiln temperature.
Oxygen/acetylene torch for melting metal. A "rosebud" tip is used to melt the metal faster.
Find eyewear dark enough to protect your eyes from the glare of the torch, while allowing you to see well enough to move around the workshop.
Heat resistant gloves for removing hot flasks from the kiln and tongs for handling hot flasks.
Get a big enough crucible to hold enough molten metal for the cast. If there isn't enough metal to fill the mold, you'll lose castings.

A centrifugal casting machine uses the weight of the metal and centrifugal force (even if only an apparent force) to fill the mold. A vacuum casting machine uses a vacuum to suck the molten metal into the mold.
A force is needed to overcome the surface tension of the molten metal. Otherwise, the metal would form into a blob and just sit there. If your model is delicate, more force will be needed to push the molten metal into the tiny areas of the mold. Too little force and the mold doesn't fill properly. Too much force and you run the risk of blowing the mold. The idea is to have a steady, constant pressure pushing or pulling the molten metal into the mold.
The centrifugal machine must be securely bolted to a level surface with a protective fence around it. A metal washtub or a drum from a clothes dryer can be used. The fence should have no holes to prevent molten metal from escaping in case of a blowout.
You can count on having at least one blowout. Blowouts have a way of raising your safety awareness dramatically.
The centrifugal machine should be at a comfortable working height. Remember, you'll be working with hot flasks, molten metal, and a blazing torch. You don't want to contort yourself into uncomfortable and unsafe positions. Do whatever is necessary to make this process as simple as possible.
You must balance every flask used in a centrifugal casting. Follow these steps:
If you understand the physics behind the centrifugal process, you'll understand the necessity of making sure you work safely.
Vacuum casting units are expensive. If you can afford one, by all means buy one. (One of the advantages of vacuum casting is you don't have to go through the tedious balancing procedure above). There are some excellent machine and accessories packages available.

Differences between centrifugal and vacuum casting will be explaining in the step-by-step guide below. Otherwise, these steps apply to either method.
You're done!

The amount of metal needed to fill the mold = (W x SGw x SGm) + 15.55 grams.
When:
The following example uses wax as the model medium and sterling silver as the metal.
Let's say that the weight of the sprue base, model, and sprues comes to 325 grams. The base weighs 144 grams. 325 grams minus 144 grams equals 181 grams of wax model and sprues.
Wax has a specific gravity of 1. Sterling silver has a specific gravity of 10.4.
So, 181 grams x 1 x 10.4 = 1882.4 grams of sterling silver.
To ensure there is adequate metal to fill the mold, add 10 pennyweights of metal for the button. One pennyweight (dwt) equals 1.555 grams, so 10 pennyweights equals 15.55 grams.
1882.4 + 15.55 = 1897.95 grams. Round it off to 1898 grams of sterling to fill the flask.
You'll be working with hot blazing torches, molten metal, and hot flasks. There will be temperatures in your workshop that can severely damage any material. Take the time to educate yourself about the tools, equipment, materials, and procedures you'll be using.
Doing your own centrifugal or vacuum casting isn't difficult. However, as with any new experience, it does have a learning curve. Plan the placement of your equipment and go through a dry run one or two (or twelve) times until you're comfortable with the procedures. Keep a fire extinguisher handy.
If you're casting indoors, you'll need to have outstanding ventilation. Adequate ventilation will not do. Torch and wax fumes are toxic. Other model materials can be worse. Keep your health and that of others in mind.
A final warning: don't dump investment down your household drains. It'll set like concrete. You'll end up sending some plumber's kids to college.










When you join the IGS community, you get trusted diamond & gemstone information when you need it.
Wax opens a world of creativity for jewelers. Learn how to use centrifugal and vacuum casting techniques, tools, and machines to make wax models safely.
Wax casting is a technique used by artists to create sculptures large and small. Artists use wax models of objects to create molds. Then, they can pour molten metal into the molds to create sculptures. Cultures across the world have used this technique for thousands of years. Closer to us in time, dentists in the 1940s used this technique to create pieces for dental work. The need for jewelers to create small jewelry settings has lead many to adapt wax casting techniques from dentistry for jewelry making.
Jewelers may find wax casting very useful for a number of reasons. Custom settings and mounts for freeform stones as well as protective designs for soft gem species like dioptase and are easier to create with this method. (Options are good things. Wrapping bezel wire around stones can get tiring after a while). Jewelers can also create rubber molds of original pieces and use them to make wax models for copies.
Perhaps the best thing about wax casting is how it can help unleash a jeweler's creativity. You can form wax into nearly any shape imaginable. It's also easy to experiment with different textures and decorations. If jewelers don't get the results they want, just a little applied heat and it's back to a brand new work surface. Having the option to wax cast custom settings also means jewelers aren't locked into using purchased shapes to set prices.
There are many wax casting methods:
This article will focus on centrifugal and vacuum casting using the lost wax technique (so-called because the wax model is destroyed or lost when the metal is cast).
There are two kinds of people who will read the following list: those who will decide this technique isn't for them and those who will try to get their hands on their kid's college fund to get everything on here.
A model or pattern can be made of wax or any completely combustible material. The key words here are "completely combustible." A model material that leaves any residue will cause problems with the cast piece, anything from an unsightly blob to a loss of details. An amazing variety of wax types are available from supply houses and online. There is wax that can be filed and water-soluble wax for hollow forms. Wax wire comes in round, half-round, square, and triangular shapes. You can find wax sheets and sprue wax. Wax is the most versatile of all the modeling materials and is not as toxic or noxious as other options.
I recommend 3/8″ diameter for the main sprue and smaller gauges to attach the models to the main sprue.
Buy the bases and flasks as a set. Flasks need to have a big enough diameter to allow for a clearance of 3/8″ between the model and the flask wall and be tall enough to allow for at least 1/2″ of investment to cover the model. If adequate investment isn't provided, the mold may blow out and destroy the model. (A blowout while using a centrifugal machine can fling lots of molten metal around your workshop. Being hit with just one bit of molten metal will likely ensure you remember to allow for enough investment to cover the model next time).
Suppliers carry investment in small and large quantities. However, investment is a water magnet, so buy only what you are going to use within six months or so. Be aware that using a lot of investment will dry out your hands. (So invest in a good hand lotion).
A lab scale for weighing the metal, wax, and investment.
A flexible rubber bowl for mixing, a scoop, and something to mix the investment. A hand mixer with only one beater is recommended. An electric mixer can make bubbles in the investment, which is something to avoid.
Caution: never reuse your investment mixer for food preparation because the investment can never be completely cleaned off the mixer.
A vibrating platform for eliminating bubbles in the model and the investment.
Needed to burn out model. A kiln with a pyrometer will show at a glance the accurate kiln temperature.
Oxygen/acetylene torch for melting metal. A "rosebud" tip is used to melt the metal faster.
Find eyewear dark enough to protect your eyes from the glare of the torch, while allowing you to see well enough to move around the workshop.
Heat resistant gloves for removing hot flasks from the kiln and tongs for handling hot flasks.
Get a big enough crucible to hold enough molten metal for the cast. If there isn't enough metal to fill the mold, you'll lose castings.
A centrifugal casting machine uses the weight of the metal and centrifugal force (even if only an apparent force) to fill the mold. A vacuum casting machine uses a vacuum to suck the molten metal into the mold.
A force is needed to overcome the surface tension of the molten metal. Otherwise, the metal would form into a blob and just sit there. If your model is delicate, more force will be needed to push the molten metal into the tiny areas of the mold. Too little force and the mold doesn't fill properly. Too much force and you run the risk of blowing the mold. The idea is to have a steady, constant pressure pushing or pulling the molten metal into the mold.
The centrifugal machine must be securely bolted to a level surface with a protective fence around it. A metal washtub or a drum from a clothes dryer can be used. The fence should have no holes to prevent molten metal from escaping in case of a blowout.
You can count on having at least one blowout. Blowouts have a way of raising your safety awareness dramatically.
The centrifugal machine should be at a comfortable working height. Remember, you'll be working with hot flasks, molten metal, and a blazing torch. You don't want to contort yourself into uncomfortable and unsafe positions. Do whatever is necessary to make this process as simple as possible.
You must balance every flask used in a centrifugal casting. Follow these steps:
If you understand the physics behind the centrifugal process, you'll understand the necessity of making sure you work safely.
Vacuum casting units are expensive. If you can afford one, by all means buy one. (One of the advantages of vacuum casting is you don't have to go through the tedious balancing procedure above). There are some excellent machine and accessories packages available.
Differences between centrifugal and vacuum casting will be explaining in the step-by-step guide below. Otherwise, these steps apply to either method.
You're done!
The amount of metal needed to fill the mold = (W x SGw x SGm) + 15.55 grams.
When:
The following example uses wax as the model medium and sterling silver as the metal.
Let's say that the weight of the sprue base, model, and sprues comes to 325 grams. The base weighs 144 grams. 325 grams minus 144 grams equals 181 grams of wax model and sprues.
Wax has a specific gravity of 1. Sterling silver has a specific gravity of 10.4.
So, 181 grams x 1 x 10.4 = 1882.4 grams of sterling silver.
To ensure there is adequate metal to fill the mold, add 10 pennyweights of metal for the button. One pennyweight (dwt) equals 1.555 grams, so 10 pennyweights equals 15.55 grams.
1882.4 + 15.55 = 1897.95 grams. Round it off to 1898 grams of sterling to fill the flask.
You'll be working with hot blazing torches, molten metal, and hot flasks. There will be temperatures in your workshop that can severely damage any material. Take the time to educate yourself about the tools, equipment, materials, and procedures you'll be using.
Doing your own centrifugal or vacuum casting isn't difficult. However, as with any new experience, it does have a learning curve. Plan the placement of your equipment and go through a dry run one or two (or twelve) times until you're comfortable with the procedures. Keep a fire extinguisher handy.
If you're casting indoors, you'll need to have outstanding ventilation. Adequate ventilation will not do. Torch and wax fumes are toxic. Other model materials can be worse. Keep your health and that of others in mind.
A final warning: don't dump investment down your household drains. It'll set like concrete. You'll end up sending some plumber's kids to college.



